Work group "Ceramic Matrix Composites"
Head: Dr. rer. nat. Nico Langhof
Concept
The Work group "Ceramic Matrix Composites" is concerned with all aspects of the development, optimization and property characterization of ceramic matrix composites (CMC). This innovative group of materials originates from the aerospace industry and was originally developed as a thermal protection system for space shuttles. For the production of these damage-tolerant ceramics, pilot plants are available which cover a temperature range of up to approx. 2,500 °C in air, inert gas or vacuum.
- Damage tolerant Ceramic Matrix CompositesHide
-
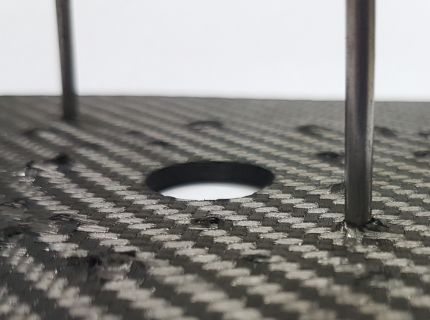
Stahlnägel in einer C/C-SiC-Platte
The damage tolerance of composite ceramics is the focus of almost all research and development projects in the working group. Only through damage tolerance, which is usually achieved by fiber reinforcement, do composite ceramics possess decisive advantages over monolithic ceramics. The fibers are embedded in ceramic matrices and do not increase strength but toughness. As a result, significantly increased elongations at break of > 0.2% can absorb sudden thermomechanical loads and deformations without causing damage to the material. In addition, the failure mode distinguishes composite ceramics from monolithic ceramics. The reinforcing fibers cause gradual, rather than brittle, catastrophic failure in overload conditions. Thus, the damage tolerance of the composite ceramics represents the prerequisite for opening up new fields of application, especially in the area of high-temperature lightweight construction. C/SiC and SiC/SiC in non-oxide and oxide Al2O3 fiber-reinforced composite ceramics play the main role.
- Friction materials – Ceramic Brake Discs and PadsHide
-
For more than 10 years, the Work group "Ceramic Matrix Composite" has focused on the development, production and tribological testing of friction materials. The focus is on service and emergency brakes in the fields of car brakes, train brakes, elevator brakes, industrial brakes and racing applications. Particularly large experience exists in the investigation of C-fiber reinforced carbon (C/C) and C-fiber reinforced SiC (C/SiC) with different modifications, as disc and pad material.
The aim of our work is to build up an understanding of load-dependent friction and wear mechanisms, which are particularly observable in ceramic friction materials. Based on this, application-specific friction materials are developed and tested. Area-related loads derived from the application are usually scaled to lining geometries of the order of 30 x 30 mm2 , for example. Findings from basic research are always incorporated into application-related research projects (e.g. AiF, ZIM) and bilateral industrial projects. We also have experience in the transfer of material to the industrial partner for application.
In terms of brake disc materials, most experience is with commercially available:
- Ceramic C/SiC brake discs, usually from BremboSGL (internally ventilated brake discs with diameters from 380 mm - 450 mm,
- C/C brake discs
- Hybrid approaches with metallic supporting bodies and composite ceramic friction surfaces
- Ceramic C/SiC brake discs from international manufacturers and self-developed modified C/SiC brake discs with short fiber and fabric reinforcement
- Steel and cast iron discs of various diameters up to 1 m, solid or internally ventilated.
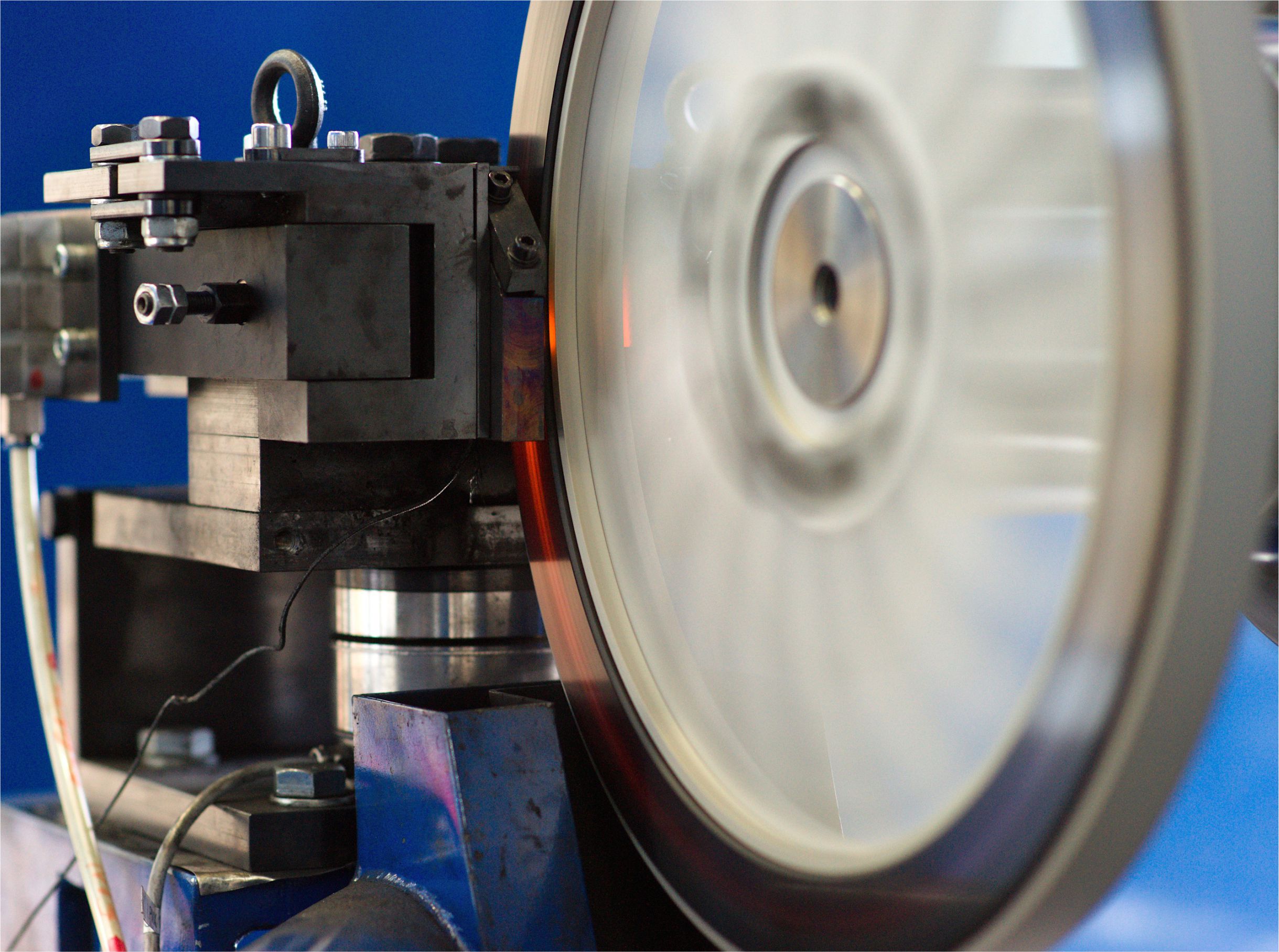
The brake tester available to us is characterized by the following key data:
- Up to 1200 kW, area-specific friction power up to 3200 W/mm2
- Speedmax = 2500 U/min-1
- Brake force: pneumatic up to 50 kN
- Brake pressure: depending on specimen size (e.g. for 30 x 30 mm² up to 60 MPa)
- Flywheel mass: 800 kg (120 kgm²) and 200 kg (15 kgm²) available
- Tests with constant sliding speed
- Stop-braking tests, i.e tests with decreasing speed
- Pad size: 10 x 20 x 10 mm³ to 30 x 30 x 10 mm³ (L x B x D, other sizes on request)
- Brake disc diameters: 250 – 1000 mm (other diameters on request)
Following the friction tests, we are able to analyze the friction materials in detail with regard to microstructure and surface roughness (including SEM, laser scanning microscope) in order to identify friction and wear mechanisms in a targeted manner and to adapt and further develop the friction materials to the respective fields of application.
To support the development, FE analyses or simulations are used to simulate thermomechanical loads during the braking process and thus draw direct conclusions on the development of the friction materials.
- Liquid phase-based infiltration processesHide
-
In ceramic matrix composites, fiber frameworks (semi-finished products or preforms) are surrounded by a matrix, which primarily protects the fibers and transfers forces between them. The matrix can be introduced via chemical vapor infiltration (CVI) or via liquid phase-based processes (e.g. PIP = Polymer Infiltration and Pyrolysis). Liquid phase infiltration is the focus of research activities in the CMC group. Various liquid phases ranging from polymers to slurries and metallic melts are intensively investigated for their suitability as a matrix in combination with C, SiC and oxide reinforcement fibers. With liquid phases, composite ceramics with complex three-dimensional geometries can be manufactured easily, quickly and efficiently. In particular, the PIP process in combination with infiltration by molten silicon (liquid silicon infiltration or LSI) is finding applications and is the subject of basic and application-oriented work.
- Fiber coatings and fiber bundle impregnationsHide
-
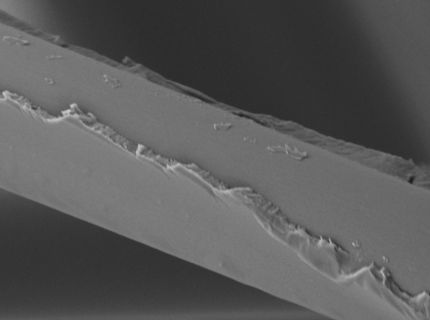
C fiber with liquid chemical based fiber coating
Various coatings and impregnations are being developed to ensure single fiber protection and the necessary fiber-matrix bonding throughout the entire manufacturing process of the composite ceramics.
On the one hand, coatings aim at protecting fibers from reactive turnover with metallic melts and, on the other hand, have the function of a thin interface, which should enable crack redirection and fiber pull-out, the basis of damage tolerance of composite ceramics. For this reason, liquid-based coatings based on C- and SiC-precursors are developed at the chair using the dip-coating method. Another possibility to modify the fiber-matrix bond via the surface functionalities of the reinforcing fibers are thermal or wet chemical pretreatment processes.
- Thermoset & thermoplastic matrix materialsHide
-
Thermosets and thermoplastic matrices act as precursors for ceramic matrices in the composite ceramics. Amorphous carbons, SiC, SiCO or SiCN are formed from the polymers after ceramization. C precursors, such as phenolic resins, are available both thermoplastic and duromer in the form of novolaks or resols. When using matrix precursors, it is important to have a high ceramic yield, which ensures, even in the ceramic state, that the reinforcing fibers are still protected by the matrix and that force can be transmitted between the fibers. In addition to phenolic resins, Si polymers (siloxanes, polycarbosilanes, etc.) are used as duromer matrices. Among the thermoplastics, the high-temperature polymers such as PEEK or PEI play the main role alongside the phenolic resins. Duromers and thermoplastic matrices are being investigated and applied particularly with regard to their suitability for the PIP process, sometimes also in combination with the LSI process.
- Biogenic SiSiC ceramicsHide
-

Comparison of WPC green bodies and SiSiC ceramics made from them
SiSiC ceramics are high performance, wear resistant, hard and strong monolithic ceramics. However, starting products are usually hard, primary SiC particles that are pressed, extruded or injection molded. This results in considerable wear of the molding tools. To prevent this abrasive wear and to further increase the mold variety of the green bodies, new starting products must be used. Biogenic, wood particle-filled polymer composites (WPC = Wood Polymer Composites) are an attractive alternative. In research work, these WPCs were successfully pyrolyzed and converted into SiSiC via melt infiltration. The formation of the crack pattern and the determination of shrinkage models are the subject of application-oriented research work at the chair. The aim is to establish another route for the production of Si-infiltrated dense and high-strength SiC and to lay the foundations for the development of generative manufacturing of SiC based on WPC.
- Metal ceramic hybridsHide
-
Metals are very established, reliable materials whose service life and reliability can be predicted. However, in the high-temperature range, for example in heat engines (steam and gas turbines), metals reach their limits, since here the efficiencies can often only be achieved by increasing the operating temperatures. This leads to lower service lives or ever larger dimensions, which reduce economic efficiency.
Metal-ceramic hybrids, on the other hand, combine the advantages of metallic and ceramic materials. Metals can be protected from high temperatures by ceramics and supported in the event of mechanical overloads. In this way, operating temperatures can be increased and service lives extended.
Force-fit and form-fit metal-ceramic bonds are contrasted with material-fit metal-ceramic hybrids, in coatings or in penetration assemblies of metal-infiltrated ceramics such as C/C-SiC. Metallic matrices or alloys are used in the LSI or RMI (Reactive Melt Infiltration) process and their infiltration and reaction properties are analyzed in detail in combination with different reinforcing fibers.
The second research area of the working group is the mechanical and microstructural characterization of solid oxide fuel cells (SOFC) and high-temperature electrolysis cells (SOEC) for the production of hydrogen. The ceramic fuel and electrolysis cells are characterized by the very high electrical efficiency in comparison to other processes.
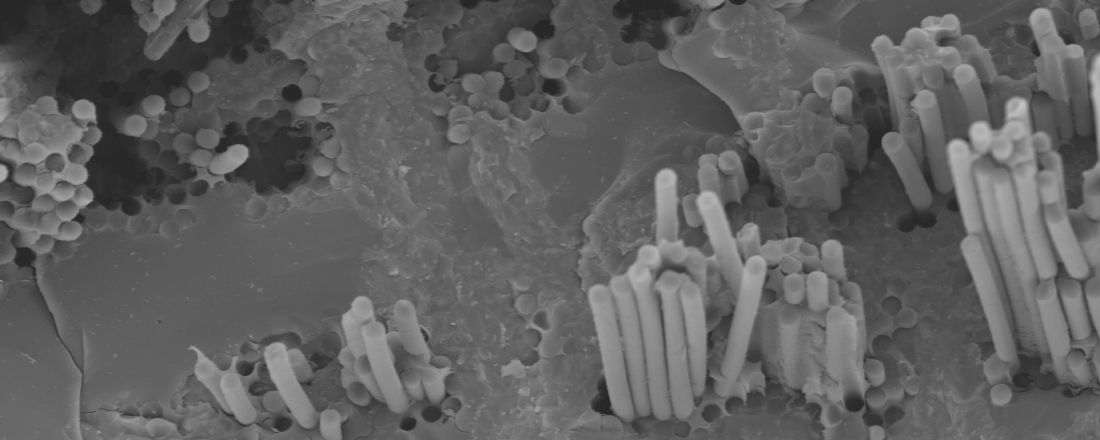
- Microstructure characterizationHide
-
The following analysis methods are used for the characterization of the ceramic electrolyt and the ceramic membrane electrode assembly (MEA):
- SEM / EDX / EBSD
- XRD + Rietveld method
- Raman spectroscopy
- FT-IR spectroscopy
- SEM / EDX / EBSD
- Thermomechanical analysisHide
-

The following analysis methods are used for the characterization of the ceramic electrolyt and the ceramic membrane electrode assembly (MEA):
- Dilatometry
- Thermogravimetry
- Laser Flash Analysis
- Ring-on-Ring tests (RT - 850 °C)
- Impulse excitation technique (IET)